
Почему выбор метода НК — это не вопрос предпочтений
При выборе метода неразрушающего контроля важно сначала понимать не сам метод, а объект контроля: где он работает, на каком этапе проводится контроль, какие нагрузки испытывает, какие дефекты могут развиваться именно в этих условиях.
Одна и та же труба может эксплуатироваться в совершенно разных средах: под высоким давлением, в агрессивной химической среде, при низких температурах, вибрации или циклических нагрузках. И характер дефектов в этих случаях будет разным.
Поэтому выбор метода НК всегда начинается не с прибора, а с нормативно-технической документации на объект — проектной, эксплуатационной, отраслевой.
Это могут быть:
- ГОСТы;
- технические регламенты;
- ПНАЭ;
- СТО Газпром;
- документы Транснефти;
- внутренние стандарты предприятий и отраслевых институтов.
Именно там описано:
- какие дефекты наиболее опасны;
- какие зоны требуют контроля;
- в какой момент выполняется контроль;
- какие методы являются обязательными.
Лаборатория не выбирает метод «по удобству» или «по привычке». Метод определяется требованиями документации и задачей контроля.
Ошибка при выборе метода приводит к двум последствиям:
- дефект остаётся незамеченным → риск разрушения, остановки объекта и ответственности;
- применяется избыточно сложный или дорогой метод → лишние затраты и увеличение сроков работ.
Какие дефекты сварных соединений нужно выявлять
Ключевое правило: сначала определяют наиболее вероятные дефекты для конкретной технологии сварки и условий эксплуатации, затем выбирают метод.
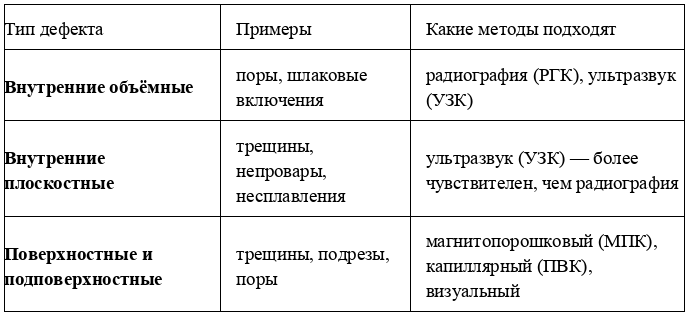
Сравнение основных методов для сварных соединений
Ультразвуковой контроль (УЗК)
- Что ищет: трещины, непровары, шлак (особенно эффективен для плоскостных дефектов).
- Ограничения: требуется опыт оператора. На аустенитных сталях применение УЗК требует специальных методик из-за структуры материала и особенностей распространения ультразвука. При малых толщинах применение УЗК ограничено и требует специальных настроек и методик.
Нормативные документы: ГОСТ Р 55724-2013 (вместо устаревшего ГОСТ 14782-86). На отдельных объектах применяются специализированные методики и отраслевые стандарты.
Радиографический контроль (РГК)
Магнитопорошковый контроль (МПК)
- Что ищет: поверхностные и подповерхностные трещины (чувствительность очень высокая).
- Ограничения: только для ферромагнитных сталей.
- Нормативный документ: ГОСТ 21105-87 (действует).
Капиллярный контроль (ПВК, цветная дефектоскопия)
- Что ищет: поверхностные трещины и поры (не требует магнетизма).
- Ограничения: нужна чистая поверхность, не выявляет подповерхностные дефекты.
- Нормативный документ: ГОСТ 18442-80 (действует).
На что опираться при выборе метода (нормативная база 2026)
- Классификация методов НК — ГОСТ Р 56542-2019 (действует с 01.11.2020, взамен версии 2015 года).
- Для опасных производственных объектов — ПНАЭ Г-7-010-89 (атомная энергетика) и ТР ТС 032/2013 «О безопасности оборудования, работающего под избыточным давлением».
- Отраслевые стандарты (например, СТО Газпром, РД Роснефти) могут ужесточать требования — требуют одновременно УЗК и РГК для сварных швов I категории.
Что важно: требования к методам всегда прописаны в нормативно-технической документации на объект (проект, регламент, техническое задание). Лаборатория не может выбирать метод произвольно.
Практические критерии выбора метода (алгоритм)
1) Из какого материала объект?
2) Какова толщина шва?
3) Какой тип дефектов ожидается?
4) Что требуют нормативные документы?
- Ферромагнитная сталь → можно УЗК, РГК, МПК.
- Аустенитная (нержавеющая) сталь → применение УЗК требует специальных методик, предпочтение — радиографии или капиллярному методу для поверхности.
2) Какова толщина шва?
- Малые толщины → применение УЗК ограничено, требует специальных настроек.
- Более 10 мм → УЗК эффективен.
3) Какой тип дефектов ожидается?
- Трещины, непровары → УЗК лучший выбор.
- Поры, шлак → радиография даёт наглядный снимок.
4) Что требуют нормативные документы?
- Если по условиям нужен «радиографический контроль» — замена на УЗК возможна только в порядке, предусмотренном нормативной и проектной документацией.
Метод НК выбирают не под прибор, а под риск
Один и тот же сварной шов можно проверить разными методами. Но вопрос всегда не в том, «что дешевле» или «что быстрее».
Вопрос: какой дефект критичен именно для этого объекта и может привести к разрушению при эксплуатации.
Поэтому хороший специалист по НК — это не человек, который «умеет работать прибором». Это специалист, который понимает:
Вопрос: какой дефект критичен именно для этого объекта и может привести к разрушению при эксплуатации.
Поэтому хороший специалист по НК — это не человек, который «умеет работать прибором». Это специалист, который понимает:
- объект;
- условия эксплуатации;
- развитие дефектов;
- ограничения каждого метода;
- и требования нормативной документации.
Типичные ошибки при выборе метода
- Выбирают только ультразвук по экономическим причинам, но не учитывают, что на некоторых объектах (например, первая сварка трубопровода высокого давления) нормативы требуют радиографию.
- Используют капиллярный или магнитопорошковый метод как основной, хотя они не видят внутренние дефекты — это грубое нарушение.
- Применяют УЗК на тонкостенных швах без специальных настроек и образцов — результаты недостоверны.
Результат ошибки: пропущенный дефект → разрушение при эксплуатации → штрафы и ответственность лаборатории.
Резюме
- Выбор метода НК для сварных соединений определяется типом дефектов, материалом, толщиной и нормативами.
- Ультразвук лучше ищет трещины, но требует специальных методик на малых толщинах и аустенитных сталях.
- На ряде ответственных объектов нормативная документация требует проведения радиографического контроля либо сочетания нескольких методов.
- МПК и ПВК — только для поверхности.
- Замена метода возможна только в порядке, предусмотренном нормативной и проектной документацией.